Mise en place d’un flux tiré pour réapprovisionner les composants d’une ligne d’assemblage horlogère
Avant
Approvisionnement des composants sur OF

Après
Approvisionnement des composants par kanban 2 boîtes

Résultats
Suppression du comptage des composants (temps de préparation de 2h30 à 1h)
Valeur de stock composants sur la ligne divisée par 6
Plus aucune rupture d’approvisionnement sur la ligne
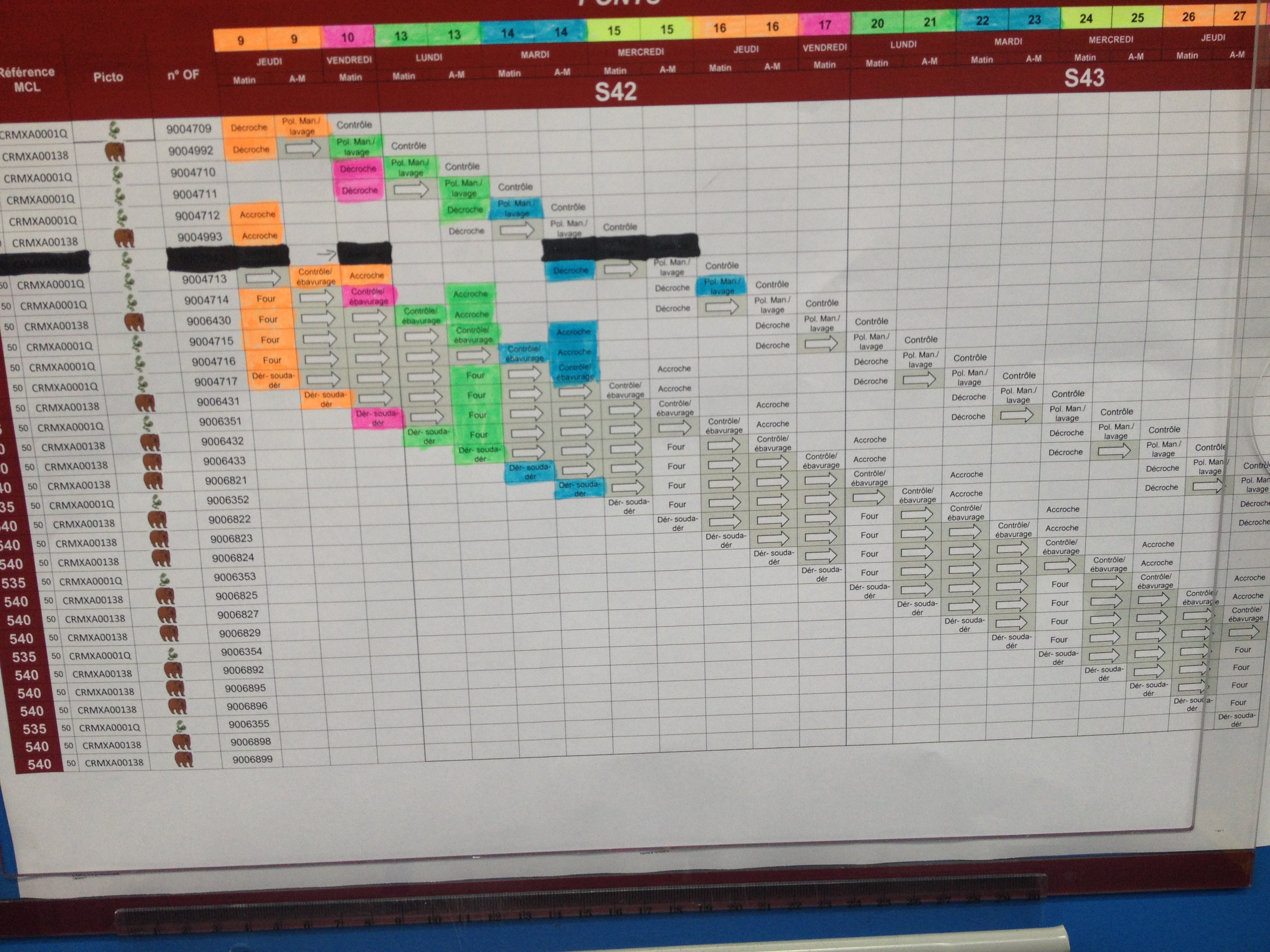
Planning d’ordonnancement cadencé, outil central dans le pilotage de la production
Pour niveler la charge & piloter l’avance/ retard
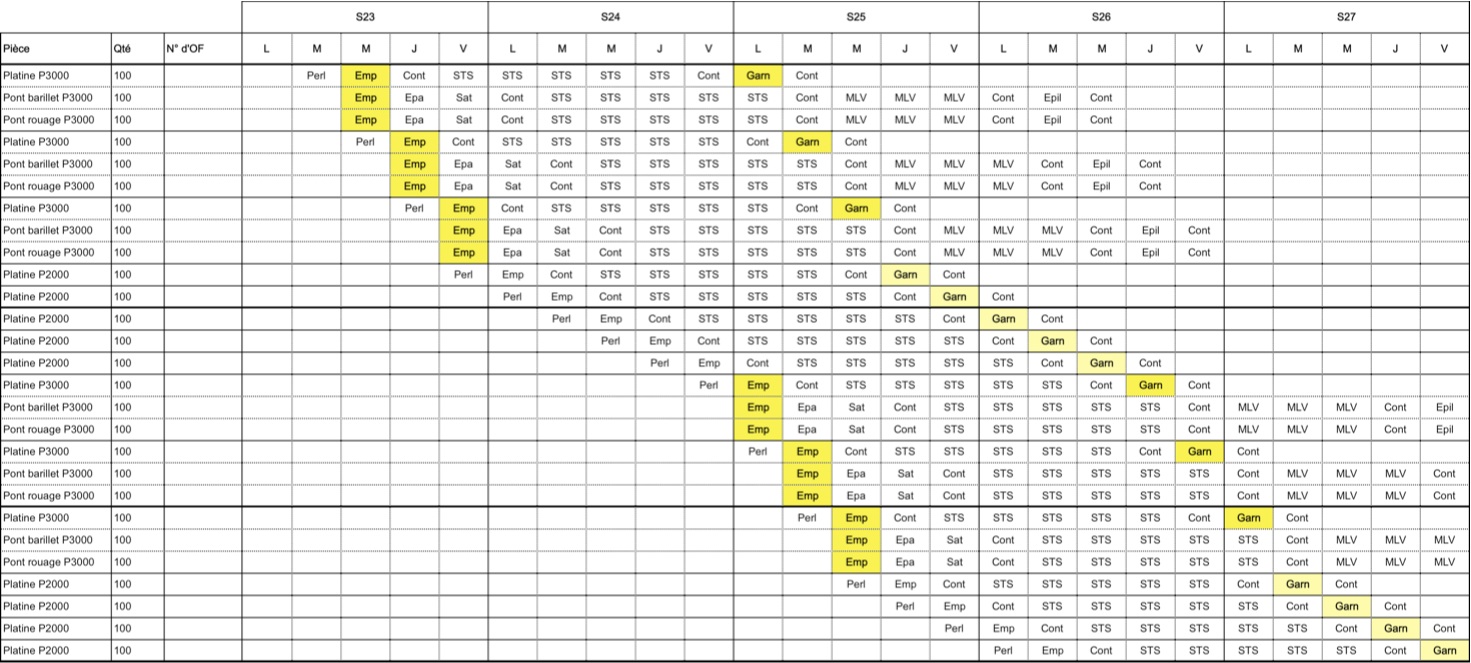
 Temps de passage stabilisé, et divisé par 4 (de 36 à 9 jours)
Temps de passage stabilisé, et divisé par 4 (de 36 à 9 jours)
Pilotage visuel de la production
Dimensionnement & mise en place d’une boucle kanban
pour une famille de produits à 20 références
3 seuils de relance Vert / Orange / Rouge
 Temps de passage & encours divisés par 3
Temps de passage & encours divisés par 3
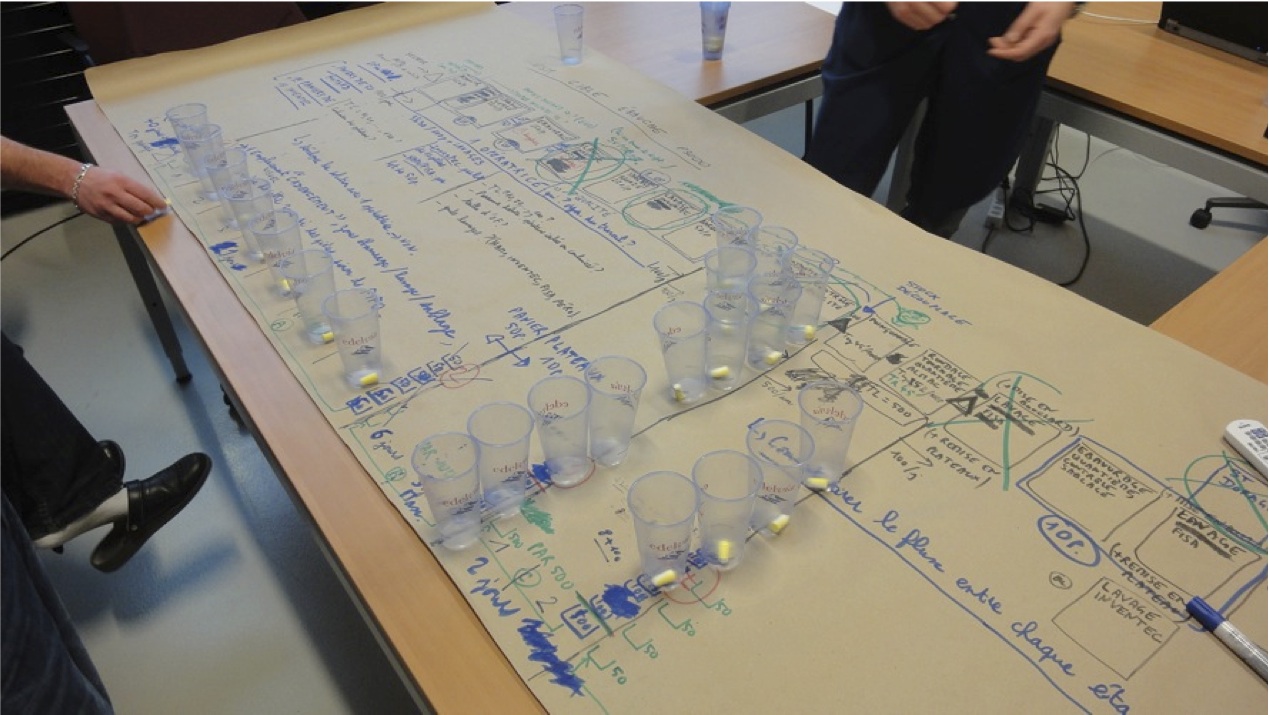
Simulation du fonctionnement de 3 boucles kanban pour la fabrication de composants de mouvements
Vérification du dimensionnement des boucles, avant la mise en oeuvre sur le terrain