
Réimplantation en flux & mise en ligne dans l’étampage de composants horlogers
Avant
Pas d’affichages dans l’atelier
Beaucoup de gaspillages : attentes, manutentions, transport, stock, …
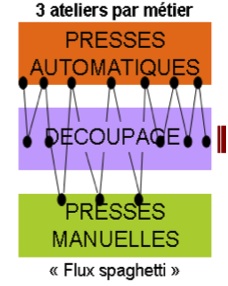
 Organisation par métiers
Organisation par métiers
Flux « spaghetti »
Après
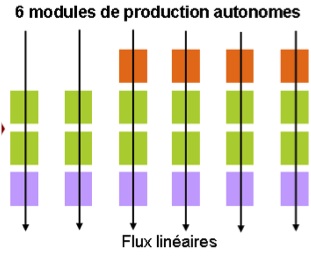
Organisation en modules, par familles de produits
Flux linéaires, lissés, continus, cadencés et rythmés
Panneaux de communication pour chaque îlot : planning, indicateurs, plan d’action, …

Résultats
- 90% de rebuts
+ 20% de productivité
- 75% de temps de passage
Mise en ligne dans l’horlogerie
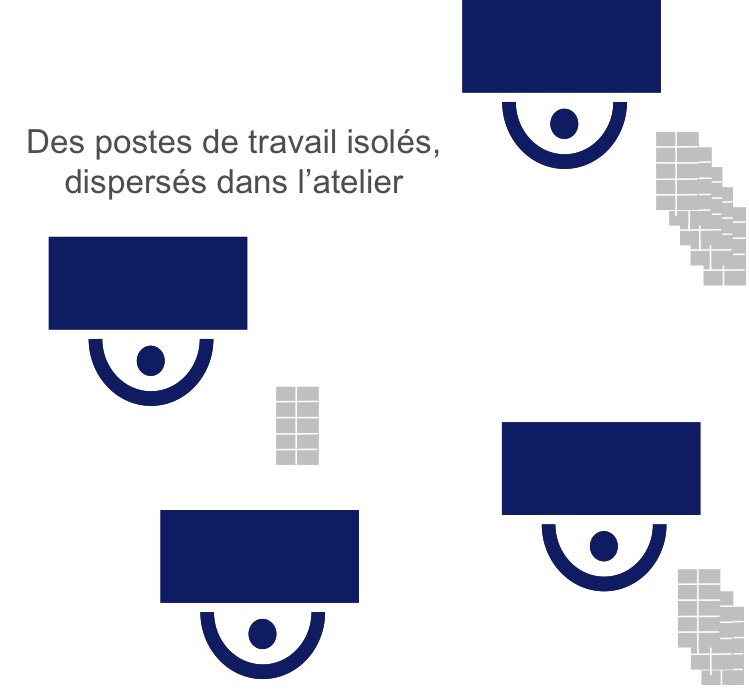
Avant : atelier – Travail par métier
 Travail par vagues d’OFs, par campagne
Travail par vagues d’OFs, par campagne
Flux « spaghetti », très instables et irréguliers
De très nombreuses opérations sans VA (104 étapes de manipulation, 120 déplacements, 138 opérations administratives !)
Planification très difficile
Lot de transfert = 100 pièces
Après : Ilôt – Travail en flux
Travail en flux continu, lissé, et cadencé; charge régulière
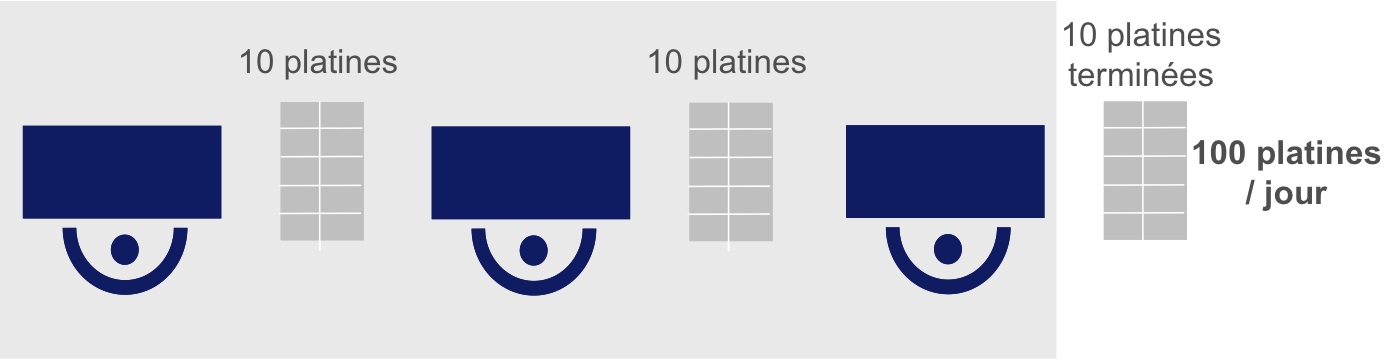 Lot de transfert = 10 pièces
Lot de transfert = 10 pièces
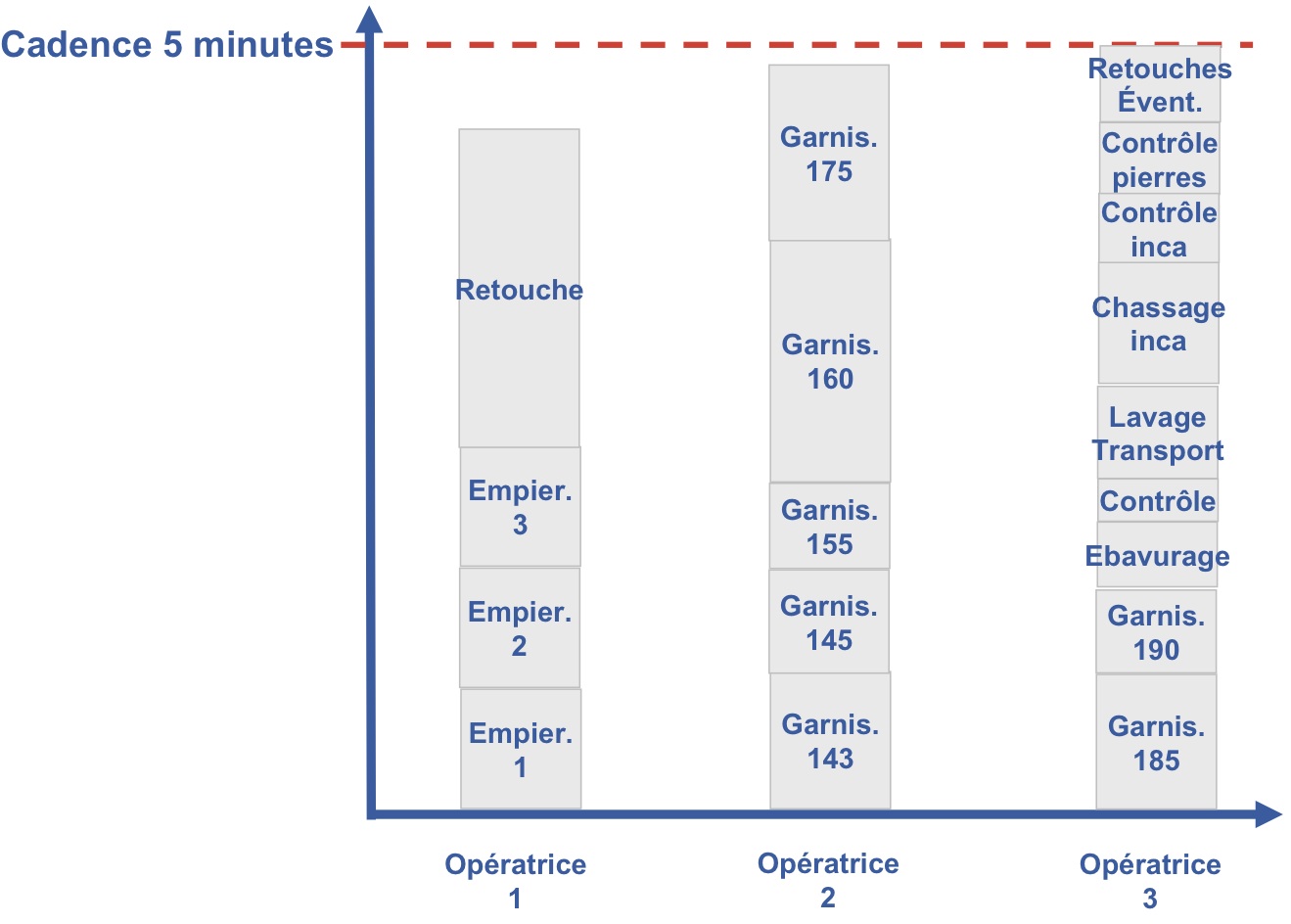 Rééquilibrage des contenus de travail
Rééquilibrage des contenus de travail
 Réduction du stress des opérateurs
Réduction du stress des opérateurs
Résultats
Réduction du temps de passage de 40% (21 à 12 jours)
Un temps de passage devenu fiable & constant (vs très instable & irrégulier)
Un réservoir de capacité dégagé dans l’atelier, grâce au lissage de charge
Productivité +40%
Conception d’une ligne pilote pour l’assemblage de systèmes électroniques pour l’aéronautique
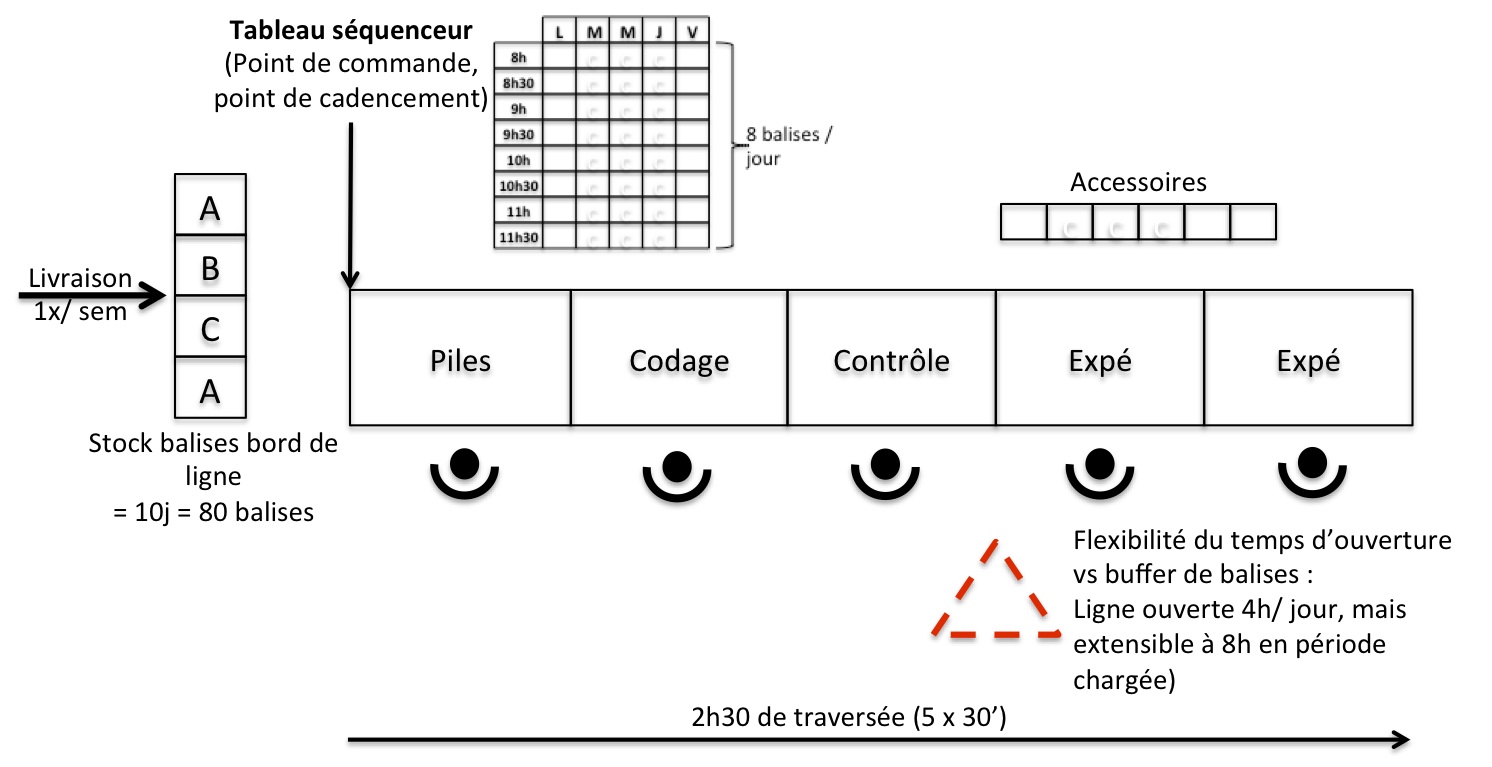 Définition de l’îlot cible et de son mode de fonctionnement. Mise en place d’un tableau cadenceur permettant d’assurer une flexibilité maximum de la production
Définition de l’îlot cible et de son mode de fonctionnement. Mise en place d’un tableau cadenceur permettant d’assurer une flexibilité maximum de la production
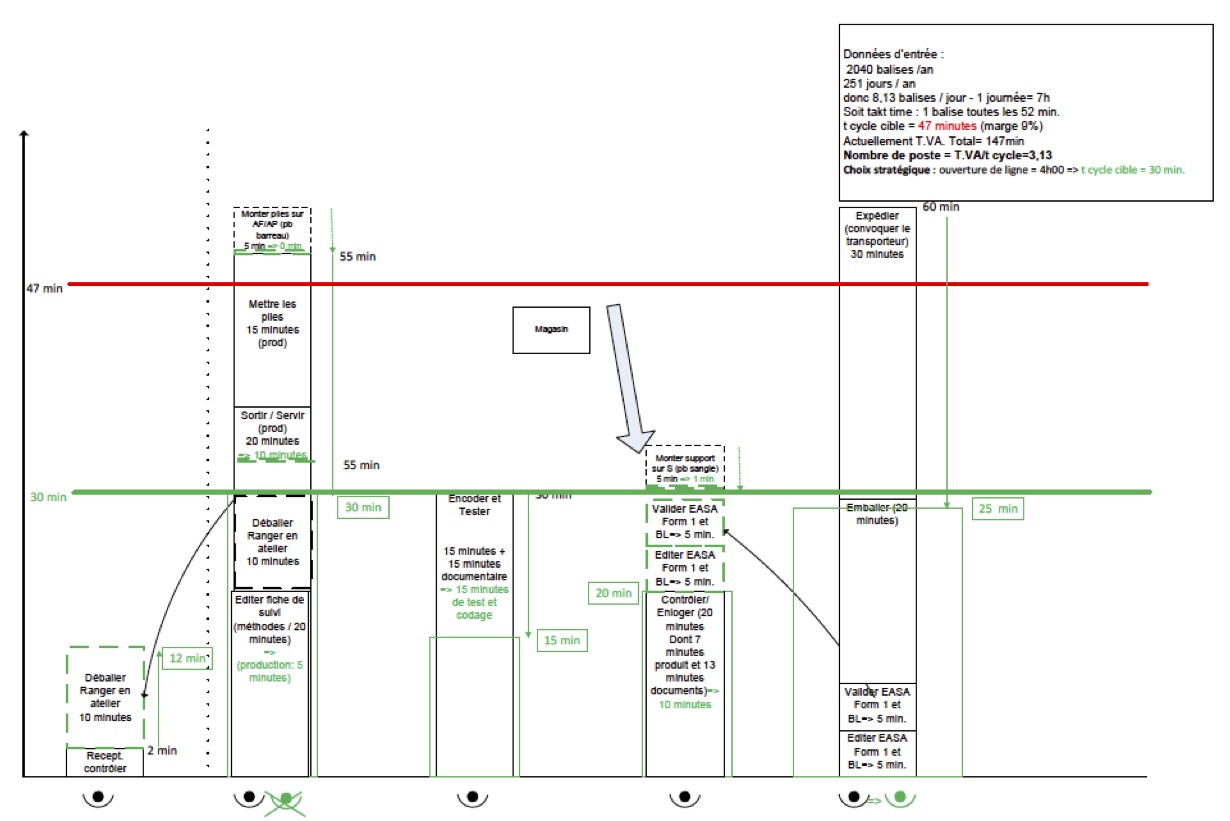
Temps de passage divisés par 4; flux stables & continus
 Rééquilibrage des contenus des postes de travail
Rééquilibrage des contenus des postes de travail